
Automation in the Food and Beverage Industry (Sortation & Shipping)
-

-
felix 这家伙很懒,还没有设置简介
0 人点赞了该文章 · 2 浏览
Introduction
This is Part
3 of a 3-part white paper series (Click Here to Read Part 1 and Part 2) which provide an overview of the
latest automation technologies available for high volume full pallet
distribution transport, storage and retrieval operations such as in the
Fast-Moving Consumer Goods (FMCG) industry. Highly effective automation technologies
are available from global material handling vendors and our expectation is that
these technologies will increasingly be deployed on North American soil.
Part 3 of
this white paper reviews the concepts listed below:
- Pallet Shipping and Sortation Solutions
- Pallet Conveyor Systems
- Pallet Conveyor Transfer Cars
- Overhead Monorail
- Inverted Monorail
- Laser Guided Vehicles (LGV)
- Automated Truck Loading Systems
- Skate Conveyor Technology
- Chain Conveyor Technology
- Automated Truck Loading Systems (ATLS)
- Laser Guided Vehicles (LGV)
Pallet
Shipping and Sortation Solutions
In Part 2,
we discussed the different types of automated storage and retrieval systems
that are typically deployed in high bay warehouses (HBW). Once pallets of
finished goods have been stored in the HBW, the warehouse control system that
manages the ASRS machines is responsible for prioritizing the sequence to
release outbound orders that need to be shipped to customer locations or to
other distribution centers within the logistics network. In a multi-aisle
high bay warehouse, the cranes bring forward the pallets to the shipping end of
each aisle and from this point the pallets need to be sorted/transferred to
their assigned shipping doors in advance of trailer loading. First we discuss
the most commonly deployed options to automatically sort pallets to the
assigned shipping doors and the options that exist to automatically load
outbound trailers without human intervention.
1. Pallet
Sortation Systems - Pallet Conveyor Systems
In the
past, the most common approach to horizontally transferring pallets from a high
bay warehouse (HBW) to the assigned shipping doors was to deploy a pallet
conveyor system. The concept was usually based on placing an oval
conveyor racetrack at the shipping end of the HBW. Pallets are passed from the
ASRS to conveyor infeeds that transfer pallets to the oval conveyor loop.
Once pallets enter the loop, they are navigated to the designated dock door
lane, either by traveling around the loop or via a series of shortcuts designed
to reduce transfer time. Pallet conveyors are the slowest form of horizontal
pallet transfer, with speeds in the range of 70 feet per minute (0.35m/s),
therefore the pallet conveyor sortation system must be intelligently designed
to minimize the horizontal travel distance between each ASRS output aisle and
each shipping door.
Some
automation solutions have more than one crane in operation per ASRS aisle to
double up the throughput capacity of the HBW within the same square
footage. This concept typically has one ASRS crane working the north end
of the aisle and the other ASRS crane working the south end of the aisle.
If the shipping dock is on the south end of the HBW, then pallets being output
from the north crane are transferred via conveyor to the south end of the
HBW. Often these pallets emerge from the HBW on an elevated conveyor
system such that a vertical elevator is required to lower the pallets to
floor-level prior to loading.
Pallet conveyor transfer systems have been around for decades so this is a low risk technology from that standpoint. There are issues that need to be considered as follows:

- Pallet conveyors will likely require higher levels of
maintenance over the long term because conveyor chains need to be
lubricated and inspected for stretching. This type of maintenance is
low in complexity but it implies that the conveyor system needs to be
shutdown during inspection periods.
- Pallet conveyor systems are not fail-proof and a system
failure can result in the entire sortation system coming to a halt which
can be devastating in a high volume throughput environment. More often
than not conveyor stoppage is not the fault of the equipment itself,
rather it is due to poor quality pallets. The pallet will always be
the weakest component of any automated distribution system. Broken
pieces of wood can jam the conveyor system and stop it from moving
forward. A maintenance operator usually has to back up the pallet to
get at the problem and remove the broken wood.
- Typically, within 7 - 10 years of continuous use over a
3-shift operation, a pallet conveyor system will require an expensive
overhaul which usually involves replacing chains and drive motors.
This can mean a system shutdown needs to be planned for an extended period
of time. It also means a significant capital re-investment in a
system overhaul needs to be budgeted as part of the calculation when
evaluating this type of solution.
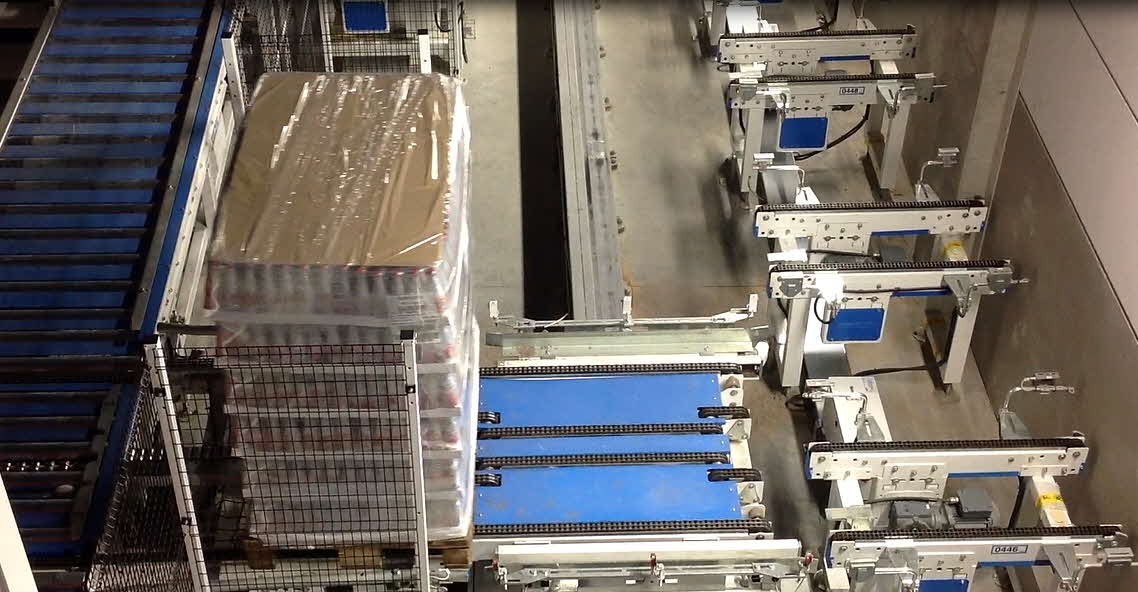
2. Pallet
Sortation Systems - Pallet Conveyor Transfer Cars
An alternative to the oval conveyor race track concept discussed above is the use of a pallet transfer car to move single pallets (or pallet pairs) from the ASRS aisles to their designated shipping lanes. The transfer car is basically an extended component of the conveyor system and its purpose is to move pallet loads at a higher speed than a conveyor to increase throughput capacity. The transfer car is basically responsible for moving pallets quickly from every ASRS output aisle to every dock door staging lane.

With this type of system, the transfer car is similar to a public bus whereby the bus travels back and forth along a straight road all day long. The transfer car stops to pick up pallets on one side of the road and then drops the pallets off on the opposite side of the road.
At the end
of each ASRS aisle, a short conveyor is used to transfer outbound pallets to
the transfer car pickup point. These conveyors are usually long enough to
hold a small buffer of output volume which is queued up for pick-up by the
transfer car. The transfer car runs along a straight floor-mounted track
that is perpendicular to these output conveyor lanes. The car moves back
and forth along the track so that it picks up pallets on one side and drops the
pallets off on the opposite side of the track. The car transfers pallets to
conveyor staging lanes in front of each shipping door.
- Transfer cars are a popular way to move pallets to
assigned shipping lanes when a pallet conveyor system is the automation
strategy being used for pallet sortation on the shipping dock.
- Transfer cars have a throughput limitation in that they
can only move a limited number of pallets per hour. Thus the
sortation system needs to be designed such that there is enough transfer
cars to handle the peak hourly shipping requirements of distribution
system.
- Transfer cars represent a potential single point of
failure. If a transfer car breaks down then there is no way to
navigate outgoing pallets from the HBW to the shipping doors unless the
transfer car is removed from the floor rail and replaced with a redundant
unit. Probably not a bad investment for such a mission critical
piece of equipment. The conveyor buffers at the end of each ASRS
aisle are usually short so if a pallet transfer car breaks down then the
ASRS cranes needs to be shut down to stop output from overflowing.
3. Pallet
Sortation Systems - Overhead Monorail Systems
We
discussed the use of overhead monorail systems in Part 2 of this series and we
indicated that these systems are most suited to longer horizontal
transport distances to move pallets from the production lines to the input
points of high bay warehouse (HBW). Therefore it may come as a surprise that
overhead monorails can also be used for short-distance racetrack loops to move
pallets from the HBW to the shipping staging lanes.
- The overhead monorail carts travel in a one-way
direction around a racetrack loop that
is positioned on the shipping side of the HBW.

- Pallets are output at each ASRS aisle such that they
are conveyed to pick-up points along the racetrack.
- Electric monorail carts pick up (and drop off) pallets
as single unit loads (or as pallet pairs). Thus the overhead
monorail cart has the advantage of supporting high volumes of output
within a small oval loop.
- If ever an overhead monorail cart fails for any reason,
then the problem can usually be resolved within several minutes. The
monorail system is shutdown and the stopped cart is manually pushed off to
a run-off lane. The run-off lane is sometimes called a hospital lane
since a “sick” cart can be switched off of the main loop and transferred
to the hospital lane for maintenance. Suffice to say that once the
problem cart is removed from the main loop, the system can be started up
again and the remaining healthy carts can continue working. Thus the
overhead monorail system has the benefit of not having a single point of
failure.
- It is important to note that these shipping loops
usually span the width of the HBW and the purpose is to move outbound
pallets from the HBW to the shipping staging lanes assigned to each dock
door. The monorail carts are captive to the loop thus they start and
stop as a serial process. If too many empty carts are on a line then
this can actually slow down the entire monorail system. Thus it is
important to stage empty carts in the run-off lane during slower times to
prevent excessive queuing in the system.
- The typical speed that overhead monorail carts travels
at is in the range of 295 feet per minute (1.5 m/s) which is 4 times
faster than the typical pallet conveyor system.
- Overhead monorails are fast and highly reliable
horizontal transfer systems to move and sort pallets from the HBW to
shipping. Perhaps the only downside of this technology is that it is
relatively expensive in terms of the up-front investment.

4. Pallet
Sortation Systems - Inverted Monorail Systems
The inverted monorail system is similar to the overhead monorail system except that transfer carts run along a floor-mounted rail rather than being supported by an overhead rail system.
The floor-mounted inverted monorail system is typically designed as a racetrack
loop that is positioned at the end of the high bay warehouse (HBW).
Outbound pallets are transferred by ASRS to the loop where they are transferred
to the monorail carts either as single unit loads or as pallet pairs. The
inverted monorail is a fast and highly reliable system to sort pallets on the
shipping dock.
- Each ASRS aisle outputs pallets to short transfer
conveyors that move the pallets to the pickup stations positioned along
the inverted monorail loop. Pallets are picked up as single unit
loads (or in pairs) and transferred to the monorail carts that receive
their power from a floor-mounted rail. The carts run along the rail
which is basically an oval loop.
- The carts transfer each pallet to its designated
staging lane whereby the pallet is moved from the cart to a conveyor lane
in front of each dock door.

- If ever a cart breaks down, the system must be shut
down to permit the extraction of the cart from the rail. Since the
carts ride on a closed rail system, a rail attachment must be liberated
and a forklift with an overhead boom lift is needed to lift the cart of
the track. The cart is then transferred to a maintenance area such
that the inverted monorail system can start-up again. This has the
benefit of providing a system without a single point of failure.
- The inverted monorail offers the fastest velocity of
the horizontal transfer systems at 590 feet per minute (3.0 m/s) which
makes it an excellent choice for environments where throughput
requirements are on the high side such as in the beverage industry.
- When things are slow, the empty monorail carts simply
queue at one end of the loop to await their next mission. There may
be several carts queued similar to a taxi stand until such time that a
transfer task is created.
- Perhaps the only downside to the inverted monorail
system is that the transfer cart resides underneath the pallet load hence
there is a possibility that leaking bottles can drip onto the equipment
resulting in corrosion over time. Site visits to older installations
are a good way to see if this is really an issue or not. We have not
seen instances where this has been a serious issue.

5. Laser Guided Vehicles (LGVs)

The use of
LGVs to move pallets from the HBW to their assigned shipping lanes is less
common, but nevertheless represents a viable alternative for some companies
depending on the layout of the facility.
Laser
guided vehicles can move single pallets (or pallet pairs) from the HBW to
designated staging lanes for shipping. Some suppliers manufacture LGVs
that are equipped with sonar technology so that the LGV can also perform the
trailer loading function as well. This way the same vehicle that performs
pallet retrieval and horizontal transport can also perform the loading
function.
- A fully loaded LGV with a dual-pallet mast carrying a
payload of 2500 KG can move at about 335 feet per minute (1.7 m/s).
We will
discuss more about LGVs within this white paper as we review this equipment as
an option for automatic trailer loading.
Automated
Truck Loading Systems
Once
pallets have been staged to their designated shipping lanes in the correct
loading sequence, it is possible to automatically load trailers without human
intervention. There are several different options that can be considered
and there is no shortage of details that need to be understood when deciding on
the right automatic truck loading system (ATLS) for your business. We
will discuss multiple approaches to automated truck loading and our perception
of where each technology fits.
1.
Automated Truck Loading Systems - Skate Technology
The concept of skate technology is that an entire truckload of say 24 pallets can be automatically loaded into (or unloaded from) a trailer in a single movement such that the truck can be turned around in 10 minutes. Skate technology requires that the floor of the trailer is modified with a subfloor to allow a pair of skates to enter into and retract from the trailer in a single motion whilst carrying the pallets. Here is how it works:

- Let us say that 24 Pallets are staged on a pair of
pallet conveyors in front of a shipping dock door such that we have 2
lanes x 12 pallets deep.
- When the truck with the trailer backs up to the door,
the back wheels of the trailer are firmly locked into place using an
external kingpin system (or other type of system) designed to prevent the
trailer from moving forward during the loading process. It is
critical to have the trailer exactly aligned to the dock for the system to
work.
- Once the trailer is ready, it is time to start the
automated skate loading process. Pallets rest on top of the skates
that inflate and deflate with the use of an air bladder. Inflating
the bladder causes the skates to lift up such that the pallets are
elevated slightly upwards. Deflating the bladders causes the skates
to lower such that pallets can be lowered to rest on the trailer floor.
- The loading process starts by inflating the air
bladders which reside within the skate channels. With the bladders
inflated, the skates move forward into the trailer by navigating into two
channels within the subfloor of the trailer. The skates can transfer
24 pallets into the trailer without any friction because the pallets are
elevated slightly above the subfloor of the trailer due to the inflated
air bladder.
- When the skates reach the end of the trailer, the air
bladder deflates thereby lowering the pallets such that they end up
resting on the floor of the trailer. The reverse process is used to
automatically unload a trailer. This written explanation does not do
justice to explaining the process so the best way to understand this
concept is to watch a video which can be seen here.
- This type of system lends itself well to a company that
has a large fleet of trailers within a closed loop system. The cost
of the system relates to the number of doors being automated which can be
a few. The cost of modifying the trailers with a subfloor is
relatively inexpensive because no motorized equipment is installed on the
trailer with this type of technology. Pallets can be loaded on the
short or wide side and double-decked pallets can be handled as well.
2.
Automated Truck Loading Systems - Chain Technology
- An alternative approach to skate technology is the use
of a chain conveyor system which moves pallets onto and off of trailers
through the use of a powered chain conveyance system that is installed
inside of each trailer. If pallets are standardized in size then
this type of system can be deployed.
- On the shipping dock, pallets are staged onto two chain conveyor lanes with 12
pallets of depth totaling 40’ - 48’ (12.2 - 14.6 meters). The
conveyors consist of 2 to 3 chains per pallet - heavier pallets
require 3 chains.

- A similar chain conveyor system is installed inside of
the subfloor of the trailer with 2 to 3 chains per pallet lane, again
depending on the weight of the pallet.
- When the trailer arrives, the driver plugs the trailer
into a external power outlet on the outside of the building. This is
required to provide power to the chain conveyor system inside the
trailer. Once the trailer is locked into place, the chain conveyors
are activated and the pallets are automatically loaded (or unloaded) 24
pallets at a time by moving pallets from one conveyor system to
another. The entire process takes about 10 minutes. This type of
system can be seen here.
- Since the investment cost for this type of system is
related to the number of trailers that need to have powered conveyor
systems installed, this type of technology is most suited to smaller
fleets that operate within a closed loop system.

3.
Automated Truck Loading Systems - Slat / Belt / Roller Track Technologies
- There are three other types of automated trailer
loading technologies that we will spend less time discussing because they
are suited for more specialized applications:
- Slat conveyor technology refers to the modification of
trailers with a subfloor that consists of a powered slat conveyor system
that can be used for a mix of pallet sizes, slip sheets and/or
non-palletized cargo. The entire floor is covered with a flat
moving slat system similar to a horizontal escalator such that goods that
are inducted into the trailer automatically slide forward towards the
nose of the trailer.
- Belt conveyor technology refers to the modification of
trailers with a subfloor that consists of a powered conveyor belt that
spans the width of the inside of the trailer. The belt creates a
continuous flat surface that is suitable for automatic loading of parcels
and other non-palletized goods.
- Roller Track technology refers to the modification of
trailers with a subfloor that consists of roller tracks with wheeled
rollers to enable automated loading of air cargo pallets.
4.
Automated Truck Loading Systems - Automated Truck Loading With Mobile Loading
Machines
An
alternative approach to deploying an automated truck loading system that
requires a trailer subfloor modification is the use of a mobile automated truck
loading system (ATLS). It is important to note that this equipment does
require a slight trailer modification. A pair of standard 12” high (300mm)
steel kick plates need to be installed along the entire length of the inside
trailer sidewalls at floor level. This is to provide a good rolling
surface for the lateral guide wheels that the mobile loading equipment uses
when navigating in and out of the trailer.
- Outbound pallets are staged on conveyors at each
shipping door to await the automatic trailer loading process.
- A rail-mounted loading machine travels back and forth
in front of a group of dock doors (e.g. 3-4 doors per machine). When it is
time for the trailer to be loaded, the machine travels to the dock door
where the next loading process will take place. This way a single
mobile loading machine is shared across multiple doors.
- The loading machine is similar to a dual-masted
forklift vehicle except that it is captive to the mobile ATL
machine. The loading machine starts by picking up a pair of pallets
from the staging conveyors. The forklift machine then drives into
the trailer with a pair of pallets until it reaches the first empty row
where the pallets can be let down inside
the trailer. Lateral wheels on the mobile forklift machine rub
against the steel kick plates that are installed alongside the inside of
either side of the trailer walls which is how the forklift machine
navigates once inside the trailer.

- In effect, the mobile forklift machine must move in and
out of the trailer a total of 12 times to load 24 pallets inside the
trailer. As such there is a fair amount of movement going on with
this type of solution as compared to the skate/chain technologies which
only require a single loading movement to get the same job done. In
our opinion, this is the main disadvantage of this type of solution.
More movement inherently implies more maintenance and more opportunity for
something to stop working.
- On the flip side, this solution requires no subfloor
modification to the trailer which means no loss of trailer height to
accommodate the subfloor. For taller pallets (e.g. paper products) that
require the full trailer height, this may be an important consideration.
- It is also important to keep in mind that this type of
solution requires additional dock depth to accommodate the automated
loading equipment system. The typical scenario is that sufficient
dock depth is provided to stage a trailer load (i.e. 12 pallets of depth)
onto a conveyor plus an additional 20’ (6.0m) for the ATLS system.
Thus this type of system can only be installed in facilities that have
sufficient dock depth to support the concept.
- You can see a detailed video of how it works here.

5.
Automated Truck Loading Systems - Laser Guided Vehicles
The last
option that we discuss for automated loading (and unloading) of outbound
trailers is the use of laser guided vehicles (LGVs). This option is
discussed last because it is the least mature solution of the solutions
discussed in this white paper. While skate and chain conveyor systems
have been around for 20 years, the use of LGVs to automatically load and unload
trailers have only emerged over the last several years.
- Some LGV manufacturers can provide vehicles that are
equipped with sonar technology which is used by the LGV to detect where it
is relative to the walls of the trailer. While the LGV machine
travels within the four walls of the facility, it uses its normal laser
navigation system to detect its location in real time. However, when
the vehicle enters the trailer, the laser navigation system no longer
functions because the vehicle is surrounded by the inside walls of the
trailer.
- The approach that we are familiar with is to have a
sonar device on the left, right and front of the vehicle such that the
device can detect reflected sound waves that bounce off the sidewalls of
the trailer (and to the front) so that the vehicle can safely navigate
inside the trailer.
- LGVs can be equipped with single or dual pallet masts
to load one or two pallets at a time depending on the requirement.
- The benefit of using an LGV for trailer loading is that
it is flexible. There is no need to modify the trailers in any
way hence this type of solution can work with a non-captive trailer fleet.
Also, the same LGV vehicle can be used within the distribution operation
to perform other tasks such as the horizontal transportation of pallets.
- The disadvantage of this type of solution is that it is
a relatively expensive technology for a trailer loading application.
Also, the use of LGVs for trailer loading is relatively slow since the
typical loading time is 45 minutes per trailer as compared to 10 minutes
with a dedicated automated truck loading system.
- You can see a detailed video of how it works here.
Wrap-Up
Discussion on Automated Truck Loading (ATL) Systems
Since the
investment requirement to install any type of automated truck loading system is
quite high, it is important to understand the cost justification for this type
of solution.
The
majority of the cost savings associated with the skate/chain/conveyor types of
solutions are derived from the fact that a trailer can be turned around in a
short time period which means a reduction in driver labor costs plus the cost
of the trucking assets (truck and trailer). For companies that derive no
benefit from a 3rd party carrier being used for shipping then clearly this type
of application is of lesser benefit. This is why ATL technology that
requires trailer modifications is generally used by companies that have some
type of a closed loop trailer system. These companies generally place a
high value on the speed to turn over a trailer either due to the nature of the
business (e.g. parcel courier shipping) or because there is a high throughput
requirement from a limited number of shipping doors which implies that
high-speed dock door turnover is of critical importance.
The
economic business case for automated LGV trailer loading is less obvious
because the time required to load a trailer using LGV vehicles is not that much
different than having humans do the work. Our perception is that
companies would be inclined to use this type of technology in environments
where the removal of the operator from the task is important because of the
nature of the product, or because the company wants to reduce product damages
that take place during the loading process. Also, the use of LGVs for
trailer loading can be a natural extension of a distribution operation where
LGVs are already involved in the pallet retrieval / transport process. Rather
than having an LGV retrieve the pallet and then have an operator perform the
loading function, it is just as easy to let the LGV perform the loading work.
Conclusions
This
concludes Part 3 of our white paper on automation for distribution in the food
and beverage industry. You can click here for Part 1 and here for Part 2.
全部 0条评论